Notre Savoir-faire
Depuis près d’un siècle, Panaget fabrique du parquet d’excellence en chêne français, reposant sur le dévouement des femmes et des hommes qui y travaillent. Nos collaborateurs allient compétences et savoir-faire pour développer les parquets de demain, intégrant la fameuse ‘French touch’. Chaque jour, nous nous engageons à fournir à nos clients des produits de qualité, sains et durables.
Nos chênes de France
Les bois récoltés par nos scieurs proviennent exclusivement de forêts françaises et sont sélectionnés par des acheteurs experts avec lesquels Panaget entretient des relations de longue date. Le chêne français, mondialement reconnu pour être de très bonne qualité, est l’un des bois les plus durs et denses parmi les essences d’arbres présentes en Europe. Sa croissance lente et constante dans nos forêts françaises lui confrère sa teinte dorée. Enfin, ses cernes rapprochés lui apportent une esthétique inégalée.
Scieries
Nous collaborons avec une quarantaine de scieries françaises qui nous propose du bois issu de forêts situées à moins de 500 km de nos usines. 95% de ce bois est certifié PEFC, ce qui garantit son origine et notre engagement pour la gestion durable des forêts. Depuis toujours, nous utilisons l’intégralité du bois transformé par nos scieurs partenaires. Cela nous permet de proposer une gamme très étendue et variée qui sublime cette matière noble.
Réception du bois
Chaque jour, nous réceptionnons des camions de frises ou avivés de bois ainsi que les composants servant à la fabrication du parquet (milieux contreplaqué/HDF et contrebalancements). Nos acheteurs bois contrôlent chaque arrivage et s’assurent de leur conformité aux exigences de notre cahier des charges.


Séchage
Étape-clé d’un bon parquet, le séchage est crucial pour garantir la stabilité du parquet. C’est pourquoi, Panaget a fait le choix de gérer en interne ce processus en deux étapes :
Préséchage des avivés : l’objectif est d’homogénéiser l’humidité des bois à réception pour atteindre un taux de 25%. Ce processus lent (60 à 90 jours) permet de travailler en douceur la matière.
Séchage en cellule : chez Panaget, le séchage est réalisé dans des cellules historiques de 30m3, afin que le cycle de séchage soit adapté à chaque lot de bois (essence/humidité). Dans ces séchoirs, la température peut atteindre 67°C, ce qui permet d’éliminer tous les insectes xylophages. Panaget privilégie une solution naturelle, plutôt que chimique, qui s’avère également plus efficace. En fin de cycle, l’humidité du bois est d’environ 7%.
Ce processus maîtrisé depuis bientôt un siècle garantit la stabilité des parements.
Rabotage
Première étape de transformation du bois, le rabotage permet de calibrer (rabotage 4 faces + mise à la longueur) les frises et planches de bois pour l’étape suivante du sciage.
Sciage
C’est à cette étape que l’on scie les parements à l’épaisseur souhaitée selon les besoins (domestiques/commercial). La transformation du bois génère de la sciure et de la poussière de bois qui alimente notre chaudière bio-masse contribuant à notre autonomie énergétique (séchage du bois, chauffages des bâtiments…) Tous nos autres déchets sont valorisés par des filières spécifiques.
Tri
En 2019, Panaget a investi dans un scanner de haute technologie pour le tri des parements, le rendant plus fiable, rapide et optimisant le chêne utilisé. Notre équipe Méthodes assure le paramétrage du scanner selon un cahier des charges précis de chaque choix de bois : Classic, Authentique, Zenitude…


Assemblage & aboutage
Afin de valoriser notre matière première, le bois, nous utilisons les parements de longueurs et de largeurs différentes. Nous les assemblons en encollant leurs chants pour réaliser des parquets multi-frises ou des parquets aboutés, simulant un parquet d’antan en pose à l’anglaise (longueurs variables).
Collage
Le parement de bois noble, le milieu (contreplaqué ou HDF) et le contrebalancement sont assemblés pour créer le parquet contrecollé. De part sa structure, ce type de parquet présente l’avantage d’être plus stable qu’un parquet massif.
Panaget a fait le choix d’un pressage à chaud qui garantit une répartition homogène de la colle, assurant ainsi une tenue durable de l’assemblage.
Les colles utilisées ont été spécifiquement sélectionnées et testées pour permettre à nos parquets d’être classés A+ (qualité de l’air intérieur).
Masticage
Panaget accorde la plus grande attention à l’esthétique de ses parquets, et cela passe notamment par le masticage des singularités (nœuds, gerces, fentes…). C’est pourquoi, nous utilisons un mastic naturel à base de cellulose de bois, qui présente l’avantage d’être plus écologique qu’un mastic à base de plastique. En outre, ce mastic peut être brossé et mis en teinte pour un rendu subtil. Panaget a investi dans l’automatisation du masticage afin de garantir la meilleure fiabilité de bouchage.
Usinage
C’est l’une des dernières étapes du processus de fabrication. L’usinage permet de créer le système d’assemblage : clic ou rainure/languette. Celui-ci déterminera la méthode de pose ‘à cliquer’ ou ‘à coller’.
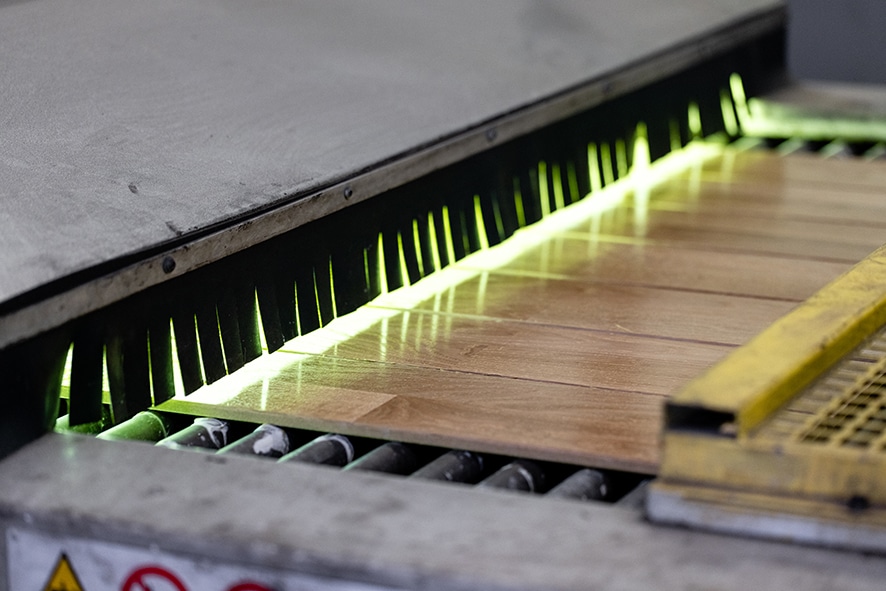

Finition Huile ou Vernis
C’est à cette étape que le parquet prend son aspect final.
Le parquet sorti de l’opération de masticage est poncé et brossé pour lui donner le relief attendu.
L’application d’une finition, qu’elle soit huilée ou vernie, définit la teinte et l’aspect mat ou satiné d’un parquet.
Celle-ci est complétée par plusieurs couches intermédiaires appelées « sealers » qui vont créer la résistance de la finition.
Les finitions sont formulées dans le respect du règlement REACH.
Les productions sont contrôlées, toutes les 30 minutes, afin de garantir une constance des teintes.
Emballage
Enfin, le parquet est prêt à être emballé afin de le protéger pendant le transport et le stockage. Nous utilisons un film micro-poreux permettant d’éviter la condensation qui nuirait à la stabilité du parquet tout en garantissant l’étanchéité du colis.
Retrouvez nos parquets et bois muraux chez les revendeurs ambassadeurs de la marque Panaget en France et dans plus de 30 pays à travers le monde.